WHITE PAPER
Fiber Contamination, Cleaning, and Inspection: introdução
Baixar PDF
Contaminated Connections Cause Problems
Despite industry best practice of inspecting and cleaning fiber optic endfaces, contaminated connections remain the number one cause of fiber-related problems and test failures in data centers, on campuses, and in other enterprise or telecom networking environments.
As the industry moves to higher data speeds, more stringent loss budgets and new multi-fiber connectors, proactively inspecting and cleaning fiber endfaces is more important than ever to ensure network uptime, performance, and equipment reliability.
Even when users think they have properly cleaned the fiber, every connector endface — whether field terminated or factory terminated — should always be inspected before connecting to a component or piece of equipment. This white paper covers the tools and techniques for effective inspection and cleaning of fiber end faces.

Nesta página
- Fibra limpa significa desempenho
- Inspeção para a garantia
- Ferramentas de inspeção
- Avaliação e certificação de acordo com os padrões
- Problemas da câmera de inspeção de MPO
- Sabendo o que inspecionar e limpar
- Limpeza para o desempenho
- Resumo
- FI2-7300 / FI-3000 FiberInspector Pro for MPO Connectors and Single Fibers
- O FI-7000 FiberInspector Pro certifica automaticamente as extremidades da fibra de acordo com os padrões do IEC
- FiberInspector Mini FI-500
- Fiber Optic Cleaning Kits
- Conjunto de testes de perda óptica CertiFiber™ Pro
- OptiFiber® Pro OTDR
Fibra limpa significa desempenho
Cada instalação da fibra confia em práticas apropriadas de limpeza das extremidades, e por boa razão. O desempenho de rede é tão bom quanto o elo mais fraco, e o elo mais fraco é onde quer que uma extremidade da fibra esteja exposta - em um painel de conexão, porta do equipamento, na extremidade de um cabo de conexão ou jumper.
Independente do tipo de fibra, ou da taxa de dados ou de aplicativos, a transmissão de luz exige um caminho claro ao longo de um link, inclusive através de todas as conexões ou emendas passivas ao longo do caminho. Uma única partícula no núcleo de uma fibra pode causar perda e reflexão, resultando em altas taxas de erro e em degradação do desempenho da rede. A contaminação em uma extremidade da fibra, como mostrado na figura 1, também pode ter impacto negativo sobre a interface de equipamentos óticos caros e, em alguns casos, até tirar o equipamento de operação.
Com redes de fibra sendo o núcleo do recurso mais importante de um negócio - o data center - e com a necessidade de acompanhar as demandas de acesso de alta velocidade às informações em qualquer lugar e a qualquer momento, o tempo ocioso da máquina e o mau desempenho de rede simplesmente já não são aceitáveis. Enquanto os aplicativos de rede exigem mais largura de banda e as velocidades de transmissão continuam a subir de 1 e 10 Gbps por segundo a 40 e 100 Gbps, os orçamentos mais do que nunca, tornam-se cada vez mais apertados. Poeira, sujeira e outros contaminantes são inimigos da transmissão de dados em alta velocidade por fibra óptica. Por isso, é fundamental que todas as conexões óticas estejam livres de contaminantes para evitar problemas de desempenho de aplicativos.
Com contaminação sendo a única grande causa de falhas na fibra, gastar uns poucos segundos a mais para inspecionar e, se necessário, limpar corretamente cada extremidade do conector economiza tempo e dinheiro a longo prazo.

Figura 1: As extremidades sujas da fibra, como mostrado aqui, podem degradar o desempenho de rede ou danificar o equipamento
Embora tocar acidentalmente em uma extremidade da fibra e trabalhar em ambientes sujos, empoeirados de construção sejam causas conhecidas de contaminação, há outras maneiras de maltratar a fibra que podem não ser óbvias. Escovar uma extremidade na roupa, que pode conter óleos do corpo, fiapos ou outras substâncias, pode causar a contaminação. Na verdade, quando uma extremidade é exposta ao ambiente, ela está sujeita à contaminação - mesmo se tiver sido limpa recentemente. A poeira no ar pode facilmente acumular-se em uma extremidade da fibra, especialmente na presença de eletricidade estática.
A contaminação também migra facilmente de uma porta para outra sempre que uma extremidade do conector é acoplada. Mesmo a tampa protetora contra poeira, criada para proteger a extremidade da fibra, pode ser uma fonte significativa de contaminação. Infelizmente, muitos usuários acreditam que, se a extremidade foi protegida contra poeira previamente por uma tampa protetora, ela deve estar limpa. Contudo, ninguém pode realmente saber com certeza o que estava nessa tampa protetora contra poeira. O mesmo é verdade até para as extremidades em conectores novos terminados em fábrica. Enquanto os protetores contra poeira são ótimos para evitar danos às extremidades, o plástico utilizado para fazer estes protetores deixa um resíduo à medida que se deteriora ao longo do tempo, e a superfície da tampa protetora pode conter substâncias que liberam fungos usadas em seus processos de fabricação de alta velocidade. Consequentemente, você não deve se surpreender caso encontre uma extremidade contaminada logo após a remoção do protetor de um conector que acabou de ser retirado da embalagem.
Muitas pessoas também acreditam que uma extremidade conectada a um equipamento, deve estar limpa e pode, consequentemente, ser desconectada e reconectada sem preocupações. Contudo, isto também pode fazer com que os contaminantes passem de uma extremidade para outra. Mesmo se a contaminação inicial estiver fora do núcleo da fibra, o acoplamento pode soltar um contaminante e fazer com que as partículas viajem através da extremidade e sejam redepositadas no núcleo. Isto também é verdade para as portas de equipamentos, que são frequentemente negligenciadas como sendo uma fonte de contaminação.
Inspeção para a garantia
Não basta apenas limpar cada extremidade da fibra. Os usuários não têm como saber se a extremidade está limpa, a menos que a inspecionem usando uma ferramenta de inspeção de fibra projetada especificamente para essa finalidade, como um vídeomicroscópio profissional ou um microscópio de fibra portátil. Por isso, a regra de ouro é sempre inspecionar e, se necessário, limpar e inspecionar outra vez antes de conectar.
De fato, o próprio ato de limpar a extremidade pode causar contaminação. Cada extremidade deve ser inspecionada depois de cada tentativa da limpeza.
Isto representa uma preocupação especialmente para os conectores multifibra, como MPO (multi-fiber push-on), que estão se tornando rapidamente a norma nos canais de backbone de fibra dos data centers, pois são a interface exigida para aplicativos Ethernet de 40 e 100 gigabit (GbE).
Considere um interface de MPO com 12 fibras com um conjunto que tem uma área de superfície muito maior que um único conector da fibra. Ao limpar estas áreas de superfície maiores, é muito mais fácil mover contaminantes de uma fibra para outra dentro do mesmo conjunto. E quanto maior o conjunto, mais alto o risco. Com MPOs de 24, 48 e 72 fibras usado na mesma interconexão de fibras de alta densidade, o número maior de fibras é mais difícil de controlar e nem todas as fibras projetam-se sempre na mesma altura. As variações da altura das fibras em um único conector multifibra podem aumentar o risco de que as fibras não sejam limpas igualmente e de forma adequada.
Ferramentas de inspeção
Há dois tipos principais de ferramentas de inspeção: ópticos e com vídeo.
Tube-shaped and compact, optical microscopes (Figure 2a) allow direct inspection of the end-faces. Embora sejam populares devido ao baixo custo, eles não permitem a visualização das extremidades dentro dos equipamentos ou através dos anteparos.
Video inspectors consist of a small optical probe connected to a handheld display (Figure 2b). O tamanho da sonda a torna excelente para examinar portas em locais em que o acesso é difícil. Uma tela grande permite identificar facilmente os defeitos da extremidade. Algumas sondas têm foco automático e centralização automática de imagens para propiciar uma inspeção mais rápida e fácil. Essas sondas também são mais seguras porque mostram uma imagem e não a extremidade real, reduzindo assim o risco de expor os olhos à radiação nociva.
Avaliação e certificação de acordo com os padrões
Uma da preocupações antigas do setor com a inspeção manual das extremidades da fibra tem sido o fato de que determinar a limpeza, na maioria dos casos, é um processo subjetivo e incoerente. O que uma pessoa considera limpo pode variar enormemente para outra pessoa. Variáveis adicionais, como o nível de habilidade, os anos de experiência, acuidade visual, iluminação ambiental e a ferramenta da inspeção da fibra que está sendo usada podem também levar a incoerências na determinação da limpeza da extremidade da fibra. Com mais redes de fibra sendo instaladas e mantidas por um número maior de indivíduos, há também maior possibilidade de inexperiência em relação ao que constitui a limpeza da extremidade.
Em um esforço para estabelecer coerência na inspeção da fibra, e para conseguir resultados mais reproduzíveis para o desempenho em múltiplas extremidades, o IEC desenvolveu o 61300-3-35, "Padrão de procedimentos básicos de teste e medição para dispositivos de interconexão por fibra óptica e componentes passivos". Este padrão contem critérios de classificação da limpeza específicos para avaliar aprovação ou reprovação para a certificação da inspeção de uma extremidade da fibra, removendo o fator da subjetividade humana.

Figura 2a: microscópio óptico

Figura 2b: tela e sonda do FI-500 FiberInspector™ Micro da Fluke Networks.

Figura 2c: Fluke Networks FI2-7300 FiberInspector Pro MPO / Single fiber inspection camera provides automated PASS/FAIL results and uses Versiv for display, user interface and recording of results.
Os critérios da certificação da norma 61300-3-35 do IEC variam com base no tipo de conector e no tamanho da fibra, além dos tipos de eventos: defeitos e arranhões. Os defeitos incluem buracos, lascas, arranhões, rachaduras, partículas encrustadas e soltas. Os arranhados são identificados como características permanentes da superfície linear, enquanto os problemas incluem todas as características não lineares detectáveis que podem normalmente ser limpas. Certification to determine pass or fail is based on the number of scratches and defects found in each measurement region of the fiber endface, including the core, cladding, adhesive layer and contact zones, as well as the quantity and size of the scratches and defects (see Figure 3).
Por exemplo, como exibido na tabela 1, a fibra multimodo com conectores polidos não pode ter nenhum arranhão maior que 3 µm de largura ou defeitos maiores que 5 µm de largura no núcleo da fibra. Dentro da zona do revestimento, não pode haver nenhum arranhão ou problema maior que 5 µm de largura, 5 defeitos que variem entre 5 e 10 µm de largura e nenhum limite no número de defeitos menor que 5 µm de largura. O número e o tamanho dos arranhados e dos defeitos permitidos em cada zona variam de acordo com o tipo e o diâmetro do conector.
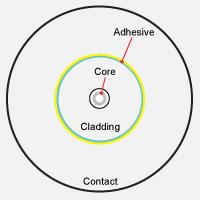
Figura 3: A norma 61300-3-35 do IEC avalia a limpeza da fibra de acordo com a qualidade e tamanho dos arranhados e defeitos em cada região da extremidade.
| Zona | Critérios de aceitação recomendados pela norma 61300-3-35 do IEC para conectores polidos multimodo | |
|---|---|---|
| Arranhões (número máximo de uma determinada dimensão) | Defeitos (número máximo de uma determinada dimensão) | |
| Núcleo |
Sem limite ≤ 3 µm Nenhum > 3 μm |
4 ≤ 5 μm Nenhum > 5 μm |
| Revestimento |
Sem limite ≤ 5 µm Nenhum > 5 μm |
Sem limite > 5 µm 5 de 5 μm a 10 μm Nenhum > 10 μm |
| Adesivo | Sem limite | Sem limite |
| Contato | Sem limite |
Sem limite < 20 µm 5 ≤ 30 Nenhum > 30 μm |
Tabela 1. Critérios de aceitação recomendados pela norma 61300-3-35 do IEC para conectores polidos multimodo
Enquanto a norma 61300-3-35 ED.2 do IEC pode ser usada como diretriz para a avaliação manual da limpeza, um procedimento manual exigiria que os técnicos determinassem o tamanho e o local dos arranhados e dos defeitos, o que pode ainda introduzir erros humanos e inconsistência, sem falar no tempo enorme exigido.
Felizmente, as soluções de certificação automatizadas, como a FiberInspector Pro FI-7000 da Fluke Networks, usam processos algorítmicos para inspecionar, classificar e certificar, rápida e automaticamente, as extremidades da fibra de acordo com os critérios da norma do IEC. O FI-7300 pode testar e inspecionar automaticamente as extremidades únicas e de MPO.
These types of devices eliminate human subjectivity and result in faster, more accurate and repeatable results to help ensure optimum fiber network performance faces (figure 2c). Essas soluções também fornecem documentação da extremidade da fibra, na forma de imagens, assim como resultados passa/falha. Esses resultados podem ser armazenados com outros, como a perda ou o rastreamento de OTDR para a fibra.
Problemas da câmera de inspeção de MPO
Em comparação com uma única fibra, os conectores MPO têm mais área de superfície que podem coletar contaminantes. Quando o conector é desconectado e conectado novamente, as partículas podem se mover de um ponto onde não são problema para um local onde se tornarão.
Também considere que a inspeção automatizada de MPOs pode levar algum tempo - até mesmo os sistemas mais rápidos demoram quase dois segundos por fibra para gerar um resultado passa/falha - quase um minuto para um MPO de fibra 32.
Por isso, uma câmera de inspeção de MPO que pode fornecer uma visão instantânea de todo o conector MPO pode economizar tempo. The FI2-7300's Live View shows the entire connector face in about a second. Em seguida, você pode usar gestos simples para mudar para uma visão das fibras individuais.
Na maioria das vezes, a Exibição ao vivo informará se o MPO provavelmente passará na inspeção ou precisará ser limpo. Depois de saber se ele passará, documente-o ou limpe-o, conforme necessário, e use novamente a Exibição ao vivo. Isso economiza tempo à espera de um resultado de inspeção automatizado que falhará, mas também permite que você descubra os contaminantes que estão no conector e não perto de nenhuma das fibras.

Figura 4: FI2-7300 Live View of MPO connector shows you contamination on and adjacent to the fibers. Gestos simples permitem ampliar as fibras individuais.
Sabendo o que inspecionar e limpar
The best answer to the question of what to inspect and clean is everything – every endface should be inspected, and every endface that fails IEC 61300-3-35 certification should be cleaned (see Figure 4). If upon inspection, the endface passes IEC certification, do not clean it. A limpeza pode atrair a pó devido à eletricidade estática.
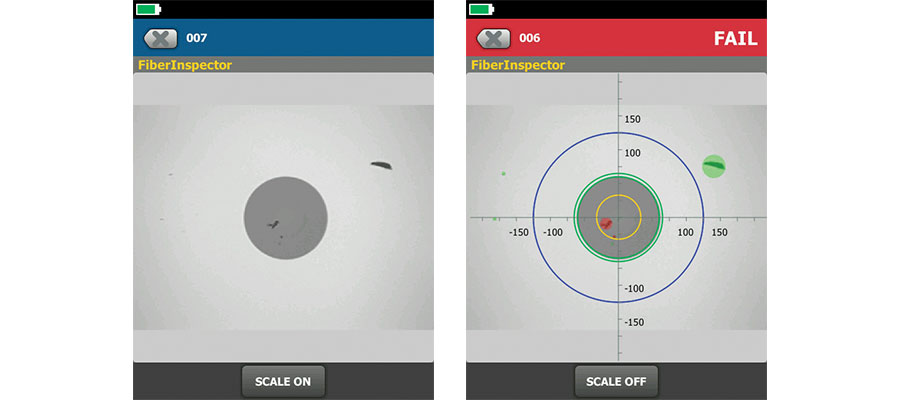
Figura 5: A extremidade mostrada à esquerda está limpa ou suja? A certificação automatizada demonstra que está suja de acordo com a norma
61300-3-35 do IEC, devido a problemas no núcleo.
Todas as extremidades, mesmo aquelas novas e tomadas em chicotes e plugues terminadas em fábrica, devem ser inspecionadas quanto a limpeza antes de serem acopladas. Isto inclui ambas as extremidades de cabos do teste da fibra óptica, de ligações em ponte de fibra e de cabos tronco pré-terminados.
Se estiver usando um adaptador para acoplar duas tomadas, as extremidades nos lados e no próprio protetor do adaptador devem ser inspecionadas e limpas antes de introduzi-las no adaptador. Os adaptadores intercambiáveis usados com medidores de potência óptica também precisam de ser inspecionados e limpos regularmente. Frequentemente o adaptador tem um protetor leve com furo de pino que pode acumular detritos. Consulte sempre a documentação que acompanha o equipamento de teste já que alguns vendedores exigem o envio de determinados adaptadores para limpeza na fábrica.
Quando testar ou solucionar problemas, todo o equipamento, incluindo o próprio testador e todas as tomadas e portas, devem ser inspecionados e limpos antes de acoplar. Isto inclui as portas do equipamento de teste, os adaptadores, as extremidades do cabo do teste e todas as portas às quais você esteja conectando o cabo do teste.
Como mencionado previamente, os protetores contra pó e o acoplamento podem ser uma fonte de contaminação. Consequentemente, cada vez que uma extremidade da fibra é desconectada ou removida de um protetor de poeira ou de uma porta, mesmo quando for novo, deve ser inspecionada e limpa como necessário antes da introdução. As portas devem também sempre ser inspecionadas e limpas antes de introduzir um conector, mesmo se o conector acabou de ser removido.
Limpeza para o desempenho
Properly cleaned end-faces (see Figure 6) can actually “add” up to 1,39 dB onto your loss allowance. Em outras palavras, se houver uma planta de fibra com uma perda total de 5,0 dB e um limite determinado de 4,5 dB, a limpeza de qualquer extremidade suja pode ajudar a reduzir a perda de conexão a pouco mais de 3,6 dB, permitindo a aprovação e proporcionando bastante capacidade.

Figura 6: Extremidade da fibra limpa.
Consequentemente, é importante escolher as ferramentas e os métodos de limpeza com sabedoria, evitando os maus hábitos praticados comumente. A contaminação migra facilmente de uma porta para outra sempre que uma extremidade do conector é acoplada. Portanto, é essencial que as conexões da porta estejam limpas. As canetas de limpeza a seco Quick Clean™ são ideais para limpar portas em dispositivos e painéis de conexão, mas não devem ser usadas em cabos de conexão em que as extremidades possam ficar expostas à graxa. Four sizes of Fluke Networks Quick Clean pens are available (see Figure 7):
- 1,25 mm para conectores e extremidades LC e MU;
- 2,5 mm para conectores e extremidades SC, ST, FC e E2000;
- MPO 12/24 para conectores MPO de base 12
- MPO 16/32 para conectores MPO de base 16

Figura 7: Canetas Quick Clean™ da Fluke Networks.
Se a inspeção revelar que a contaminação não pode ser removida após a limpeza a seco, será necessária a limpeza "líquida" com o uso de lenços e solventes. Lenços de tecido e de compostos feitos de material sem fiapos fornecem a absorvência necessária para remover os contaminantes da extremidade. Geralmente, recomenda-se evitar limpar contra uma superfície dura. Ao usar um lenço, normalmente uma ou duas passadas curtas (ou seja, de 1 cm) no material de limpeza são suficientes. Deve-se aplicar pressão suficiente de modo que a limpeza possa se conformar à geometria da extremidade e para assegurar que a extremidade inteira esteja limpa.
O uso do solvente adequado com os lenços é essencial. Os solventes adicionam uma ação química que aumenta a capacidade de limpeza do lenço para remover as partículas e os restos de resíduos da extremidade, ao eliminar a carga estática associada com a limpeza seca. É importante evitar usar quantidades excessivas de solvente, que podem deixar um filme de contaminantes dissolvidos. To remove excess solvent, wet cleaning should be followed by dry cleaning by either moving to the dry area on the wipe (see Figure 8) or by following up with new dry wipe. Certifique-se de não exagerar para evitar criar uma carga estática.

Figura 8: "Líquido para seco": método de limpeza que utiliza um cartão de limpeza óptica da Fluke Networks. A gota do solvente é colocada em "1" e a extremidade é passada no material de limpeza de "1" a "4".
The solvent itself should also be specially formulated for fiber endface cleaning, such as Fluke Networks’ Fiber Optic Solvent Pen. While isopropyl alcohol (IPA) was used for many years to clean fiber endfaces, specialized solvents have a lower surface tension that makes them far more effective at enveloping debris for removal and dissolving contaminants (see Figure 9). Esses solventes também têm propriedades antiestáticas, portanto é menos provável que a extremidade do conector atraia a poeira no ar. Além disso, o álcool isopropílico (IPA) residual pode deixar um “halo” enquanto seca, que não somente causa atenuação, como também pode ser muito difícil de remover. Nenhum solvente deve permanecer na extremidade após a limpeza.
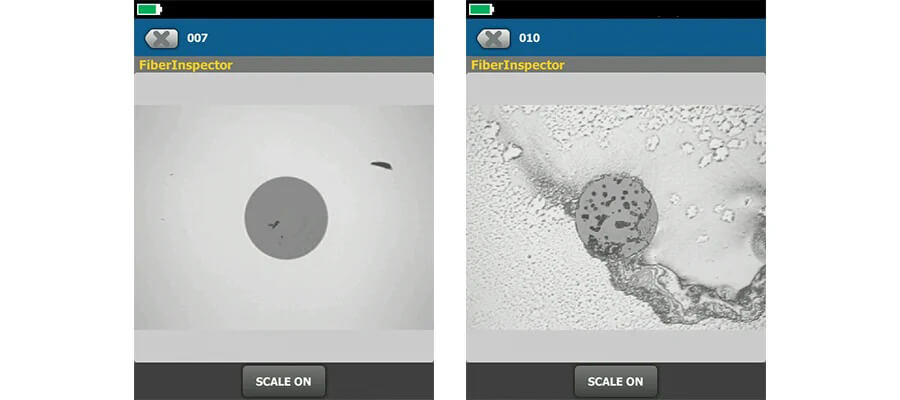
Figura 9: Os solventes especializados (esquerda) são muito mais eficazes na limpeza das extremidades do que o IPA, que pode deixar um resíduo (direita).
To wet clean fiber endfaces inside ports or equipment, specially designed lint-free swabs are used instead of wipes (see Cleaning Kits, below). When using swabs for port cleaning, it is important to apply just enough pressure to clean the endface while rotating the swab several times in one direction. Ao usar solventes com a limpeza da porta, é ainda mais importante não usar solvente em excesso, pois isto pode saturar a interface do plug. A taxa de evaporação de solventes torna-se significativa na limpeza de portas, já que é mais difícil garantir a remoção de todo o solvente. O solvente residual pode ficar retido durante o acoplamento e cultivar um resíduo prejudicial ao longo do tempo. Esta é outra razão para usar solventes especialmente formulados para a limpeza de fibra - estes solventes permanecem durante o trabalho, mas evaporam mais rapidamente do que IPA. Hastes flexíveis também podem ser usadas para a limpeza úmida de conectores MPO.
É também importante lembrar que estes materiais consumíveis são apenas isso, ou seja, uma vez que um lenço ou um cotonete é usado para limpar uma extremidade, deve ser imediatamente descartado.
A reutilização de um wipe ou cotonete sujo é uma das maneiras mais fáceis de espalhar a contaminação. Embora seja importante limpar as ligações em ponte e as extremidades do cabo de teste de referência, estes componentes são também consumíveis que eventualmente falham - às vezes, a limpeza não é o suficiente se estes componentes alcançaram seu fim de vida de acordo com o número de inserções especificado pelo fornecedor.
Resumo
Se o funcionamento da rede, desempenho de transmissão do sinal e a confiança do equipamento são importantes para o seu negócio, negligenciar a inspeção e a limpeza das extremidades da fibra óptica pode levar a consequências extremas. E simplesmente porque você acha que limpou corretamente, não significa que você pode pular a inspeção. As melhores práticas para a limpeza da fibra são não só essenciais, mas cada extremidade deve ser cuidadosamente inspecionada e certificada pelo padrão 61300-3-35 do IEC antes de conectar as extremidades - incluindo as duas extremidades e as portas.
Ao incorporar a inspeção e a certificação da fibra em seu processo, você pode eliminar a subjetividade humana e rapidamente inspecionar, classificar e certificar as extremidades da fibra pelo padrão estabelecido. Fazendo isso, não deve haver nenhuma desculpa para as falhas de rede devido a extremidades contaminadas.
FI2-7300 / FI-3000 FiberInspector Pro for MPO Connectors and Single Fibers
O FiberInspector Pro FI-3000 torna a inspeção de MPO e fibras únicas fácil e eficiente. A Exibição ao vivo com múltiplas câmeras fornece uma imagem instantânea e em tempo real, com gestos simples em tela sensível ao toque, permitindo visualizar o conector completo até as extremidades individuais. Resultados passa/falha automatizados com base na norma 61300-3-35 do IEC em segundos. Armazene os resultados no seu celular e compartilhe-os via mensagem de texto ou e-mail ou use o software líder do setor, o LinkWare™, para armazenar relatórios de projetos completos, incluindo cabos de cobre, perda de fibra, OTDR e imagens das extremidades. O design compacto e ergonômico com foco automático torna o dispositivo confortável e rápido, mesmo ao testar centenas de cabos ou portas.
O FI-7000 FiberInspector Pro certifica automaticamente as extremidades da fibra de acordo com os padrões do IEC
O FI-7000 FiberInspector Pro da Fluke Networks certifica as extremidades da fibra de acordo com o padrão 61300-3-35 do IEC em apenas dois segundos, fornecendo os resultados automatizados de APROVAÇÃO/REPROVAÇÃO que eliminam a subjetividade humana e a adivinhação da inspeção da fibra.
Ideal para inspecionar as extremidades dentro das portas ou em cabos de conexão, o FI-7000 FiberInspector Pro detecta e mede os defeitos encontrados nas extremidades da fibra e certifica os resultados automaticamente, de acordo com o padrão 61300-3-35 do IEC. Para fornecer uma indicação gráfica clara de quais defeitos foram aprovados ou reprovados, de acordo com os requisitos do padrão, a tela de toque do FI-7000 determina uma cor para cada defeito e destaca o contexto do defeito - defeitos reprovados ficam vermelhos e os problemas aprovados ficam verdes.
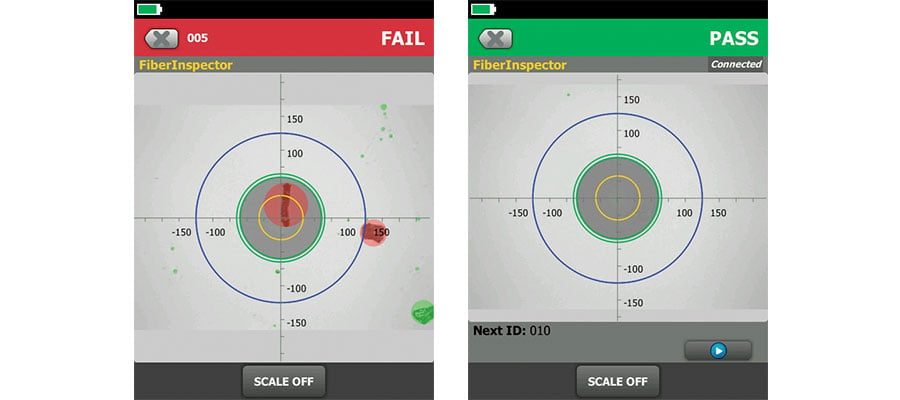
Figura 9: Os resultados da certificação pelo FI-7000 permitem que você determine rapidamente se a extremidade da fibra foi aprovada ou reprovada no teste.
Um exemplo de uma extremidade reprovada é mostrado à esquerda e uma extremidade aprovada é mostrada à direita.
O FI-7000 é embutido na plataforma de certificação de cabos Versiv, da Fluke Networks, e permite o armazenamento de imagens das extremidades e certificação nos resultados de teste do Versiv, além de aproveitar recursos do Versiv, como o ProjX™, para controlar os requisitos do trabalho, a interface de usuário Taptive™, para instalação fácil, e o software com múltiplos recursos LinkWare, para o gerenciamento de dados e geração de relatórios de teste profissionais. A certificação da extremidade da fibra do FI-7000 com resultados de APROVAÇÃO/REPROVAÇÃO está disponível a todos os proprietários do Versiv, através do download do firmware mais recente do Versiv.
FiberInspector Mini FI-500
 Inspecione todos os tipos de fibra instalados com o FI-500. A ferramenta portátil de inspeção de fibra projeta uma imagem nítida dos resíduos microscópicos e danos nas extremidades. A câmera patenteada inclui o PortBright™ para iluminação e conexão fácil em locais escuros. Inclui tela colorida portátil, microscópio de inspeção com foco automático, 4 pontas para conectores (LC e SC) e cabos de conexão (1,25 e 2,50 mm).
Inspecione todos os tipos de fibra instalados com o FI-500. A ferramenta portátil de inspeção de fibra projeta uma imagem nítida dos resíduos microscópicos e danos nas extremidades. A câmera patenteada inclui o PortBright™ para iluminação e conexão fácil em locais escuros. Inclui tela colorida portátil, microscópio de inspeção com foco automático, 4 pontas para conectores (LC e SC) e cabos de conexão (1,25 e 2,50 mm).
Fiber Optic Cleaning Kits
 Elimine a principal causa de falha na conexão por fibra óptica, a contaminação, com a linha de ferramentas de limpeza da Fluke Networks. Esses kits podem ser usados com todos os tipos de conectores de fibra em ambientes de centro de dados e campus. Nossos limpadores Quick Clean estão disponíveis nos tamanhos 1,25 mm, 2,5 mm e MPO 12/24 e 16/32 para permitir a limpeza fácil das portas e das extremidades das fibras. No caso da limpeza úmida, a caneta de solvente dispensa com precisão uma solução especialmente formulada para a limpeza de fibras ópticas. Os kits também incluem um cubo de limpeza acessível e cartões fáceis de usar para a limpeza conveniente das extremidades das fibras, além de cotonetes para a limpeza das portas de fibras ópticas.
Elimine a principal causa de falha na conexão por fibra óptica, a contaminação, com a linha de ferramentas de limpeza da Fluke Networks. Esses kits podem ser usados com todos os tipos de conectores de fibra em ambientes de centro de dados e campus. Nossos limpadores Quick Clean estão disponíveis nos tamanhos 1,25 mm, 2,5 mm e MPO 12/24 e 16/32 para permitir a limpeza fácil das portas e das extremidades das fibras. No caso da limpeza úmida, a caneta de solvente dispensa com precisão uma solução especialmente formulada para a limpeza de fibras ópticas. Os kits também incluem um cubo de limpeza acessível e cartões fáceis de usar para a limpeza conveniente das extremidades das fibras, além de cotonetes para a limpeza das portas de fibras ópticas.
Conjunto de testes de perda óptica CertiFiber™ Pro
 O CertiFiber® Pro reduz o custo de certificação de fibra em dois terços e oferece medição de perda de duas fibras em dois comprimentos de onda em três segundos.
O CertiFiber® Pro reduz o custo de certificação de fibra em dois terços e oferece medição de perda de duas fibras em dois comprimentos de onda em três segundos.
O CertiFiber Pro se integra com o LinkWare™ Live para permitir o gerenciamento de trabalhos e testadores a partir de qualquer dispositivo inteligente com conexão Wi-Fi. A interface de usuário Taptive™ oferece orientação simples e animada para se eliminar configuração incorreta de referências e erros de “perda negativa”. O projeto preparado para o futuro pode ser facilmente atualizado para permitir compatibilidade com certificação Cat 5 a Cat 8, teste OTDR e certificação de aprovação/rejeição em ambas as extremidades dos conectores de fibra óptica. Em conformidade com Encircled Flux. Analise resultados de testes e crie relatórios de testes profissionais usando o software de relatórios LinkWare PC.
OptiFiber® Pro OTDR
 O OptiFiber® Pro da Fluke Networks é o primeiro OTDR do setor desenvolvido para atender aos desafios de infraestruturas de fibra óptica corporativas.
O OptiFiber® Pro da Fluke Networks é o primeiro OTDR do setor desenvolvido para atender aos desafios de infraestruturas de fibra óptica corporativas.
As zonas mortas ultracurtas do OptiFiber Pro OTDR facilitam a identificação de cabos de conexão de fibra em centros de dados virtualizados. A tecnologia SmartLoop™ permite testar duas fibras em ambas as direções, realizando a média das medições em segundos, conforme exigido pelo padrão TIA-568.3-D, sem levar o OTDR à extremidade remota.
O projeto preparado para o futuro pode ser atualizado para permitir compatibilidade com certificação Cat 5 a Cat 8, perda de fibra monomodo e multimodo e inspeção de fibra. Integra-se com o LinkWare™ Live para gerenciar trabalhos e testadores a partir de qualquer dispositivo inteligente.
Produtos relacionados
FI-500 FiberInspector™ Micro Fiber Optic Scope Camera
CertiFiber® Pro Optical Loss Test Set
Família OTDR OptiFiber® Pro

Fiber Optic Cleaning Kits